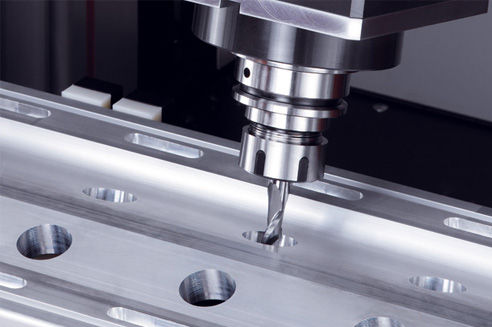
Tips for machining shaped surfaces of steel aluminum cnc parts
Decently cope with a shaped-type aluminum cnc machining is a task for real professionals.
Let's list some methods of work:
- implementation of longitudinal and transverse (relative to the part) movements of the cutter feed in an automatic or manual way;
- the use of copying devices;
- operation of shaped cutters.
All the above methods combine with each other. Each part has its own dimensions and other parameters that affect the course of processing and the choice of the type of cutting tool.
aluminum cnc machining Simple secrets of hard work
Control of the done surface easy to carry out using a template.
To keep the deviations as small as possible, you should heed the following recommendations:
- Use HSS or carbide through cutters for long workpieces
- you can work with aluminum cnc machining, launching them in manual mode longitudinally and transversely, when you need to make a small series of blanks (this will work only if the performer has experience);
- take shape cutters for machining complex profiles. They will make the process more productive;
- When machining grooves or fillets in cast iron or steel, keep in mind that the cutting edge of the cutter must match their profile.
If, after checking with the template, deviations from the profile of the cutter are observed, it is possible that it was not select quite correctly. You could set it incorrectly or deform the workpiece with too high feeds.

aluminum cnc machining Features of working with shaped cutters
aluminum cnc machining partsare eminent by the variety of their cutting aluminum cnc parts. The tool is certain according to the surface profile of the workpiece What is the specificity of its application?
- Also, the shank cutter (the simplest one) is suitable for working with concave surfaces. They are cheap, so they are common in the manufacture of a small number of aluminums cnc parts with simple profiles.
- Due to their design, prismatic aluminum cnc parts are firmly held in the holder, but they are difficult to manufacture.
- In addition, Disc cutters have proven to be excellent in that they do not tighten into the part. As a result, we get a high-quality done surface.
For the tool to perform its purpose properly, it is easy to install correctly and the general rules for securing the incisors must be survey. The feed should be uniform and manual in most cases.
Internal threading tips: quality factors, process specifics
- sharp instrument;
- timely lubrication;
- favorite hole diameter;
- and experience on a lathe.
Why exactly these factors influence the aluminum cnc machining?
- A blunt-edged tap will become unusable on the very first workpiece. The remains of the tool are extremely problematic to remove from the hole.
- In addition, Lubrication will extend the life of the tap. Pay attention to this when working with an aluminum cnc machiningblank or making a blind hole.
- Moreover, the correct hole diameter will prevent overload damage to the tool.
- Furthermore, Experience only comes with practice. I can say with confidence that you will have to spoil a lot of taps before you achieve a high-quality and stable result.
After each pass, it is necessary to clean the hole and the tap itself from chips. A regular toothbrush is suitable for this. If the indentation is too large, the tap must be completely turned out from time to time.
aluminum cnc machining Possible internal threading problems, solutions
Through holes are easy to make, no unpleasant surprises.
How to make quality blind hole threads and deal with unforeseen difficulties?
If the tap is broken, you must carefully remove it. It's lucky if the piece of the tool sticks out.
Consider a completely bleak option: the tap broke in the depth of the hole. A drop of nitric acid applies to a wooden stick and with its help transfer the acid to the fragment. We do this several times, until the nitrogen dissolves the aluminum cnc machining edges of the tap.
Do not neglect safety measures of aluminum cnc machining
- Moreover, Then the leftovers easy to remove with tweezers. Carrying out such an operation, do not neglect safety measures in order to protect yourself and the part from acid exposure. By the way, the workpiece covers with paraffin.
- In addition, If the result of the work is a rough or torn cut, it means that the tap or die was skewed. Such a defect can also be a consequence of saving grease.
- Moreover, Got an incomplete thread? Next time, carefully match the tap diameter to the hole diameter.
When tapping female threads, it is important to work with a complete set of taps. The first tap cuts into 1-2 threads with smooth rotations while maintaining an angle of 90 degrees. Only start threading after the tap to reach a stable position.
Why is the choice of aluminum cnc machining mode so important in turning work? The correct selection of depth, operating speed and feed allows one hundred percent use the capabilities of the lathe. In this case, the working resource of the cutting tools is consumed economically, they last much longer.
How to choose the right depth, cutting speed and feed?
A professional should be able to work with the maximum number of modes. But you must also use them wisely.
When choosing a cutting mode, it is important to consider the following factors:
- cutting tool parameters;
- physical properties, dimensions and configuration of the workpiece;
- specifications of the working units of the machine;
- equipment power.
Conclusion
The process easy to carry out with light pressure. After one and a half turns forward, you need to do half a turn back for chipping. Unscrew the first tap and continue working with the second. We do the final finishing with the third tap. Finishing work is checking the thread with the bolt for which it was future.

